In the rapidly evolving world of industrial automation and cutting-edge technology, machine vision has emerged as a crucial force driving innovation and process optimization. Yet, amidst the marvel of sophisticated machine vision systems, one essential component often remains in the shadows but wields immense power – lighting. In this article, we’ll delve into the paramount importance of lighting and explore its various types, unlocking the true potential of machine vision.
The Role of Lighting in Machine Vision: Illuminating the Vision
In the realm of machine vision, the camera serves as the eye, and lighting acts as the key to enable that eye to see clearly and accurately. Effective lighting serves as the cornerstone, ensuring optimal image quality, reliable data acquisition, and precise analysis. Without adequate lighting, even the most advanced machine vision systems would be rendered ineffective, leading to unreliable results and missed opportunities for process optimization. This is why we cannot stress the importance of lighting in machine vision enough.
Within this blog we will cover some of the most common types of illumination used in machine vision. After reading this you will know everything there is to know about the importance of lighting in machine vision.
Direct Illumination

When talking about the importance of lighting in machine vision, we need to talk about Direct illumination. Direct illumination is a versatile and widely employed lighting technique within the domain of machine vision. It entails situating the light source directly above or beside the object under inspection. This lighting method finds applications in diverse scenarios, such as surface inspection, feature identification, and precise measurements. Direct illumination plays a crucial role in enabling precise measurements of dimensions and distances. By providing well-defined and controlled lighting conditions, it ensures accurate data acquisition, which is instrumental in quality control processes and various metrology applications.
When to Use Direct Illumination:
- Surface Inspection: Direct illumination proves highly effective in examining flat surfaces to detect and discern defects, scratches, or blemishes. Its ability to cast focused light enhances the visibility of surface irregularities, facilitating comprehensive quality assessment.
- Feature Identification: This lighting technique is invaluable in identifying specific features or intricate patterns on the object, a critical aspect in numerous industrial applications. By illuminating the target area directly, it accentuates prominent features, aiding in accurate identification and analysis.
In summary, direct illumination in machine vision offers adaptability and practicality, making it a valuable tool for surface inspection, feature identification, and dimensional measurements. Its precision and versatility contribute significantly to enhancing industrial processes and ensuring optimal product quality.
Backlighting
Backlighting, a potent technique in machine vision, involves situating the light source behind the object, resulting in a silhouette effect. It is often not the first technique that is considered, but when you understand the importance of lighting in machine vision, you cannot simply dismiss it. This method is particularly advantageous when inspecting transparent or semi-transparent objects, enabling the detection of defects that may remain concealed from the front.

When to Use Backlighting:
- Defect Detection: Backlighting proves highly suitable for detecting defects inherent in materials possessing transparency or semi-transparency, such as glass, plastics, or films. By illuminating the object from behind, it accentuates imperfections like cracks, bubbles, or foreign particles, facilitating meticulous defect identification and quality assessment.
- Edge Detection: This lighting technique plays a pivotal role in precisely discerning the edges of objects, a critical aspect in dimensional inspection tasks. By capturing the outline of the object through backlighting, accurate edge detection is achieved, essential for dimensional analysis and metrology applications.
In conclusion, backlighting serves as a powerful tool in machine vision, offering distinct advantages in defect detection for transparent or semi-transparent materials and precise edge identification. Its application contributes significantly to ensuring product quality and dimensional accuracy in diverse industrial settings.
Lasers for Illumination
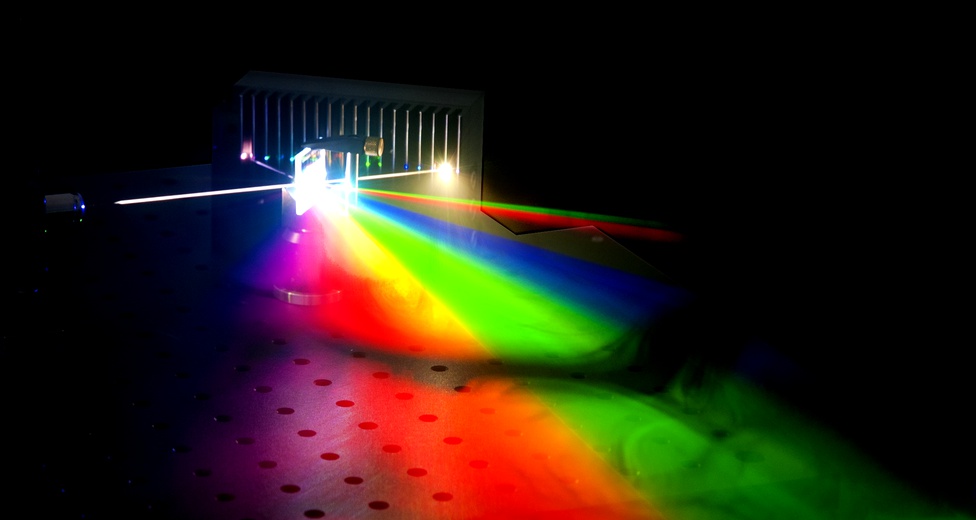
When talking about the importance of lighting in machine vision, we also need to look at new and out of the box methods. In the realm of industrial applications, a transformative shift is underway, spearheaded by the advent of SuperK supercontinuum white-light lasers. This innovation marks a departure from traditional lighting sources, offering a myriad of advantages poised to redefine efficiency and precision in various fields. At the core of this transformation is the fusion of the expansive spectrum characteristic of lamps with the unparalleled brightness and precision inherent to lasers. This amalgamation culminates in a robust and reliable light source, equipped to elevate industrial processes to unprecedented heights.
SuperK lasers distinguish themselves by delivering a spectrum as broad as that of a conventional lamp, coupled with the luminous intensity reminiscent of a laser. This synergy ensures a diffraction-limited light, spanning an ultra-broad spectrum ranging from 390 to 2400 nm. Moreover, the fiber-delivered and collimated output enhances the applicability and versatility of SuperK lasers across a spectrum of industrial scenarios.
Conventional light sources, including lamps and LEDs, are fraught with inherent inefficiencies and limitations. A significant proportion of the energy consumed by these sources is lost to heat, which inadvertently increases the temperature of the sample under observation. This heat transfer poses substantial risks in scenarios involving heat-sensitive samples, such as in food sorting or the examination of delicate optical components. Additionally, the inefficacy in focusing the light emitted by these sources hampers resolution and intensity, further curtailing their effectiveness.
In stark contrast, SuperK white-light lasers stand out as paragons of brightness and energy efficiency. Their ability to operate without inducing heat transfer to the sample addresses the critical challenge faced in handling heat-sensitive materials. The beam quality of SuperK lasers permits tight focusing, pivotal for enhancing both resolution and efficiency in industrial applications.
The transmission of light, particularly over considerable distances, necessitates the use of optical components and fibers. Traditional light sources falter in this aspect, as their inefficiency in coupling light to fibers leads to significant wastage. In contrast, the light from SuperK lasers exhibits remarkable efficiency in fiber coupling, ensuring minimal light loss and maximal delivery to the sample.
Moreover, the intrinsic laser properties of the SuperK permit sophisticated filtering technologies. This adaptability allows for the tailoring of the output to specific requirements, whether it involves tuning to a single color, navigating through preset colors, or filtering specific parts of the spectrum.
The SuperK’s capability extends beyond mere light delivery. Its beam quality ensures stable splitting, making it an invaluable asset in production environments requiring multi-point light distribution. The customization doesn’t end there; SuperK lasers support various beam shaping optics, enabling precise adaptation to specific applications.
In industrial settings, throughput is paramount, and it’s here that the SuperK truly shines. Its brightness surpasses traditional lamps by orders of magnitude, significantly enhancing throughput potential. This leap in performance isn’t just about speed; it’s about the transformative impact on cost, accuracy, and throughput across diverse applications like optical component characterization, sensor calibration, spectroscopic sorting, and hyperspectral imaging.
The SuperK supercontinuum white-light laser emerges not merely as an alternative to traditional light sources but as a revolutionary force. Its combination of brightness, efficiency, versatility, and precision heralds a new epoch in industrial applications. With its promise of superior resolution, shorter integration times, and higher throughput, coupled with exceptional reliability and longevity, the SuperK stands poised to redefine the industrial landscape, offering a beacon of innovation and efficiency.
Ring Illumination
Ring illumination entails positioning a circular light source surrounding the camera lens in machine vision applications. This lighting technique proves highly suitable for inspecting cylindrical objects, capturing surface details, and mitigating the presence of shadows.

When to Use Ring Illumination:
- Cylindrical Objects: Ring illumination offers an advantageous solution for inspecting cylindrical objects due to its ability to provide uniform and even lighting across the curved surface. This consistent illumination enables effective defect detection and facilitates the identification of irregularities in cylindrical shapes.
- Surface Details: The implementation of ring illumination enhances the visibility of surface details, a critical aspect in various industrial applications. By uniformly illuminating the object’s surface, it becomes easier to identify small imperfections or intricate patterns that might be challenging to discern with other lighting methods.
- Shadow Reduction: Ring illumination plays a significant role in reducing the occurrence of shadows during inspections. This feature is particularly beneficial when examining reflective or uneven surfaces, as it ensures a clearer and more accurate representation of the object’s features, enhancing the quality of inspection results.
In conclusion, ring illumination offers a valuable lighting solution in machine vision, enabling effective inspection of cylindrical objects, enhancing surface detail visibility, and minimizing shadows for improved accuracy and reliability in various industrial contexts.
Diffuse illumination
When dealing with the inspection of highly reflective or shiny surfaces, it becomes apparent that you need to understand the importance of lighting in machine vision. Diffuse illumination is a lighting technique that disperses light in multiple directions, offering even and uniform illumination across the object’s surface.
When to Use Diffuse Illumination:
- Highly Reflective Surfaces: Diffuse illumination proves invaluable in addressing challenges posed by highly reflective materials, such as metal or glass. By scattering light in various directions, this lighting technique eliminates harsh reflections, allowing machine vision systems to capture clear and accurate images of reflective surfaces.
- Uneven Surfaces: Diffuse illumination is particularly effective in overcoming obstacles presented by surfaces with varying textures or finishes. By providing uniform lighting, it ensures consistent illumination across uneven surfaces, aiding in comprehensive inspection and analysis.
- Surface Defect Detection: In materials with complex surface properties, diffuse lighting facilitates reliable defect detection. By offering even and consistent illumination, this technique enhances the visibility of surface irregularities, ensuring precise and accurate defect identification.
Final considerations
- Environment:
The inspection environment plays a crucial role in determining the lighting setup. Taking into account the ambient lighting conditions is essential to minimize interference and maintain consistent results. Factors such as natural light, artificial illumination, and any potential sources of glare or shadows must be carefully assessed. By precisely tailoring the lighting setup to the environmental context, potential inaccuracies caused by external lighting influences can be mitigated, ensuring reliable and robust inspection outcomes. - Material:
The type of material under inspection is a significant determinant in selecting the appropriate lighting technique. Different materials possess distinct optical properties that impact how they interact with light. Transparent materials, for instance, necessitate backlighting to effectively detect defects, while reflective surfaces require diffuse illumination to minimize reflections and ensure clear imaging. By accounting for the material-specific lighting requirements, Photon Mission’s advanced lighting solutions can optimize illumination conditions, enhancing the accuracy and sensitivity of defect detection and feature identification. - Inspection Speed:
In high-speed inspection applications, careful consideration of lighting optimization is paramount. Ensuring sufficient illumination while maintaining swift inspection throughput is crucial. High-speed machine vision systems demand precise synchronization between illumination and image acquisition to capture rapid movements accurately. Photon Mission’s lighting solutions are designed to cater to the requirements of high-speed inspections, providing seamless integration with your machine vision setup, ensuring efficient image capture, and yielding real-time, precise results.
Elevating Machine Vision Inspection with Photon Mission’s Advanced Lighting Solutions:
By addressing the key considerations of environment, material properties, and inspection speed, Photon Mission’s advanced lighting solutions offer a tailored approach to machine vision lighting. Our state-of-the-art lighting products are meticulously designed to meet the diverse needs of industrial inspection applications. Whether it’s controlling reflections on reflective surfaces or illuminating transparent materials for defect detection, our lighting solutions ensure optimized illumination conditions to enhance the accuracy and efficiency of your machine vision systems.
Send us your sample:
At Photon Mission, we invite you to explore our cutting-edge imaging capabilities through a complimentary sample testing in our state-of-the-art lab. Send us your sample(s) to uncover the full extent of our possibilities as we provide you with an image boasting the finest contrast.
To ensure we deliver optimal results, we employ both B/W and color cameras to capture images with precision. Our advanced imaging setup includes top-of-the-line lighting, lenses, and filter demo units, guaranteeing the highest quality visual data for your sample.
With a diverse range of over 1,000 products at our disposal, we have the perfect tools to create the best contrast and unveil the hidden potential of your sample. So, why wait? Take advantage of our free imaging testing and witness the power of Photon Mission’s exceptional imaging solutions today!
#machinevision #lighting #filter #lens #quality #QC
